Автоматизированная роботизированная порошковая покраска
- Предварительная подготовка поверхности.
- Обезжиривание,
- Нанесение порошкового материала на поверхность изделия,
- Цикл нагрева и охлаждения в камере полимеризации (индивидуален для каждого типа краски)
Оборудование для порошковой покраски металла:
- Автоматическая роботизированная линия порошковой покраски металла компании «ТехноМакс».
Максимальные габариты окрашиваемой детали 3000х1500х800мм., скорость конвейера 2м/мин., 5 стадий подготовки поверхности (включая анодирование для покраски алюминия), производитель компонентов Nordson (США).
Технические характеристики оборудования:
- Максимальные габариты окрашиваемой детали 3000х1500х800мм
- 5 стадий подготовки поверхности (включая анодирование для покраски алюминия
- Производительность: 370 000 кв. метров в месяц.
- скорость конвейера 2м/мин.





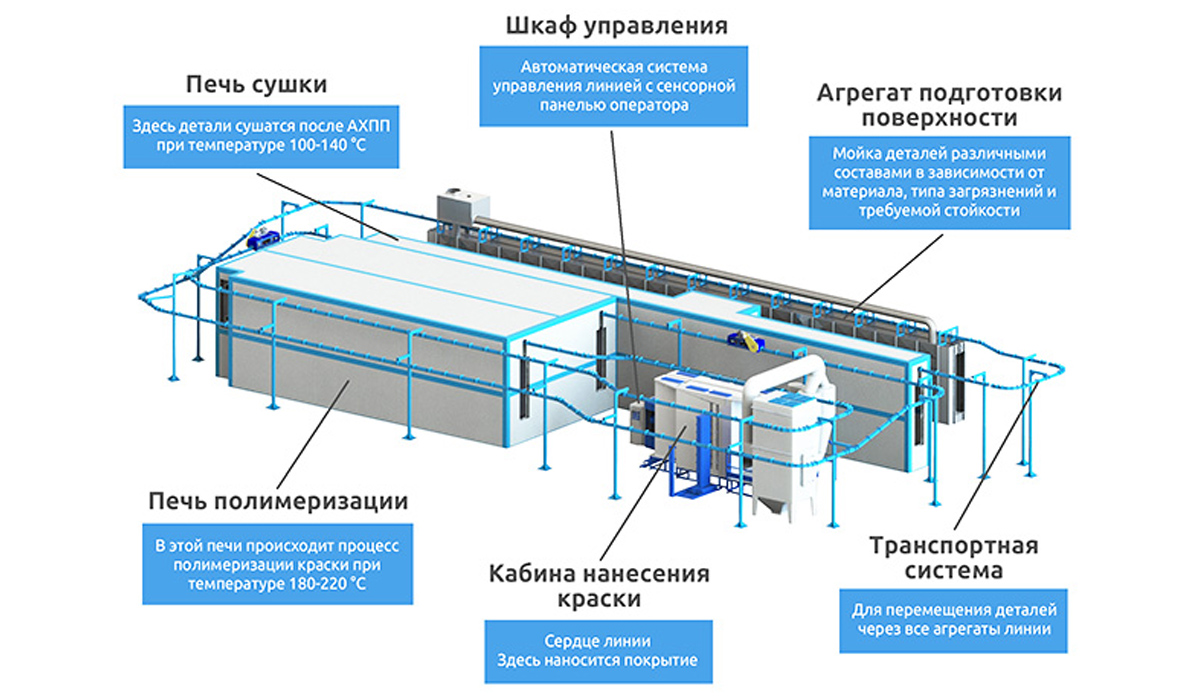
Фото изделий окрашенных на автоматизированной роботизированной линии









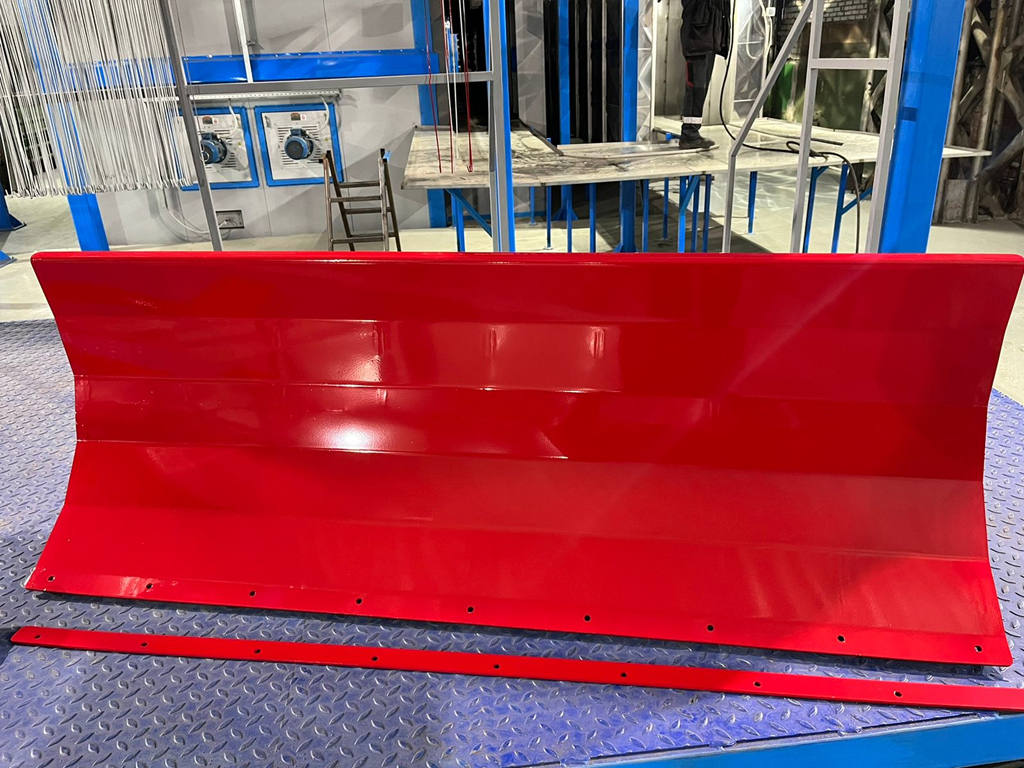


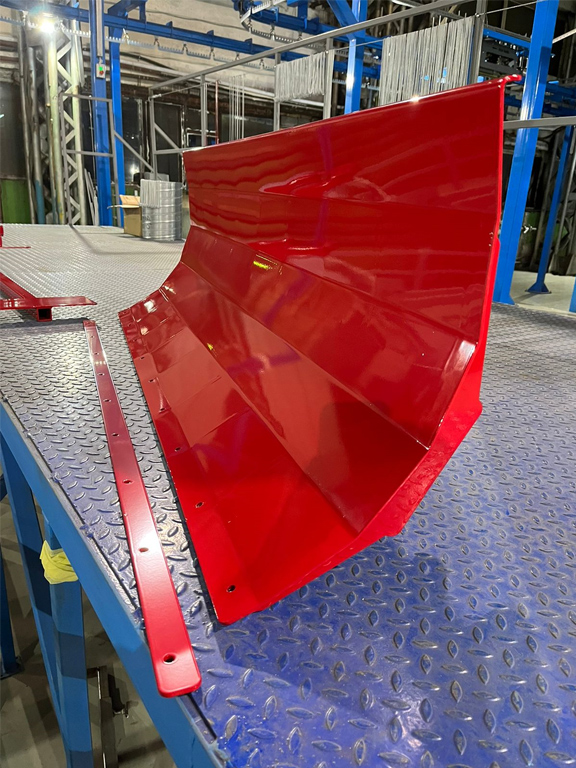
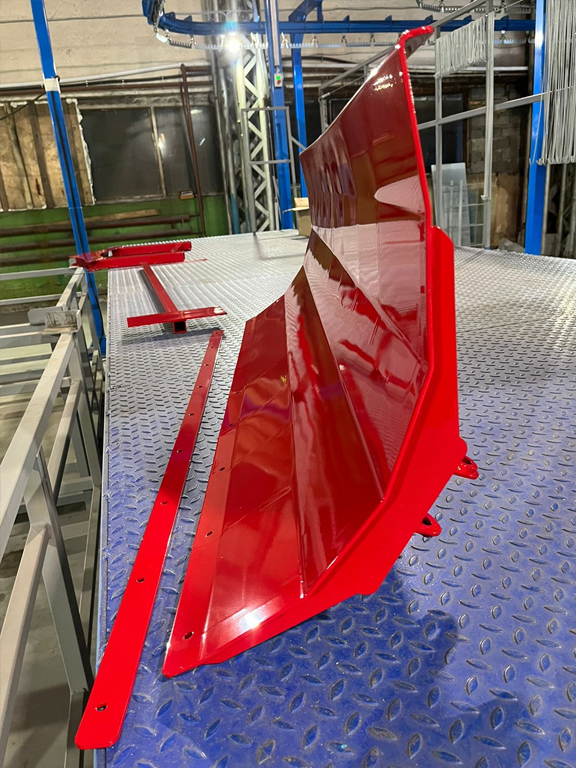
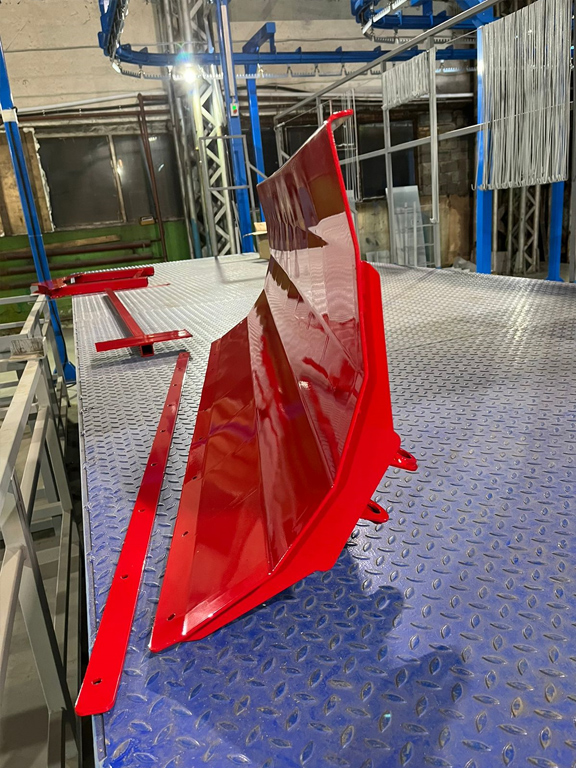
Автоматизированная порошковая покраска на роботизированной линии
Процесс окрашивания изделий на роботизированной линии
| № | Наименование | Ед.изм | Цена |
|---|---|---|---|
| 1 | Окраска плоских поверхностей | руб./кв.м. | 90-150 |
| 2 | Сетчатые изделия | руб./кв.м. | 80-135 |
| 3 | Профиль различных систем | руб./п.м. | 15-50 |
| 4 | Фурнитура(ручки, петли и т.д.) | руб./п.м. | 4-20 |
Стоимость порошковой окраски изделий зависит от стоимости используемой краски, сроков и сложности конфигурации изделия.
ТЕХНОЛОГИЯ ПОРОШКОВОЙ ПОКРАСКИ
НА АВТОМАТИЧЕСКОЙ РОБОТИЗИРОВАННОЙ ЛИНИИ
ПОДГОТОВКА ПОВЕРХНОСТИ ИЗДЕЛИЙ
Для получения качественной поверхности изделий перед окраской используется 5-ступенчатая линия подготовки поверхности изделий, соответствующая требованиям ГОСТ 9.402 с использованием специальных химических компонентов компании Henkel:
- Обезжиривание и фосфатирование: осуществляется при t˚ 60˚C с использованием специальной фосфатирующей жидкости, специально разработанной для обработки поверхностей из оцинкованной, нержавеющей стали, алюминия и различных сплавов перед покраской. создающей на поверхности металла конверсионный слой на основе соединений циркония с отличной адгезией к полимерному покрытию.
Струйная 5-ступенчатая линия подготовки поверхности обеспечивает очистку изделия по всей его площади, что исключает очаги не прокраски изделий, а так же обеспечивает конверсионный слой на основе соединений циркония с отличной адгезией полимерного покрытия и металла, что в свою очередь дает гарантию на эксплуатацию порошкового покрытия до 10 лет в самых агрессивных условиях эксплуатации.
СУШКА ИЗДЕЛИЙ.
Удаление влаги с поверхности изделий производится с помощью обдува горячим воздухом втуннельной сушильной камере при температуре 80–130 °С.
НАНЕСЕНИЕ ПОРОШКОВОГО ПОКРЫТИЯ
Окраска изделий осуществляется способом электростатического напыления в автоматическом режиме 8 покрасочными пистолетами в роботизированной камере Nordson (США), которые обеспечивают равномерное и качественное нанесение краски.
Контроль всех компонентов окрасочной системы осуществляется через порошковый центр Nordson (США), который позволяет полноценно и эффективно управлять всей системой нанесения покрытия.
Расчет стоимости порошковой покраски металла